![]()
![]()
|
|
|
|
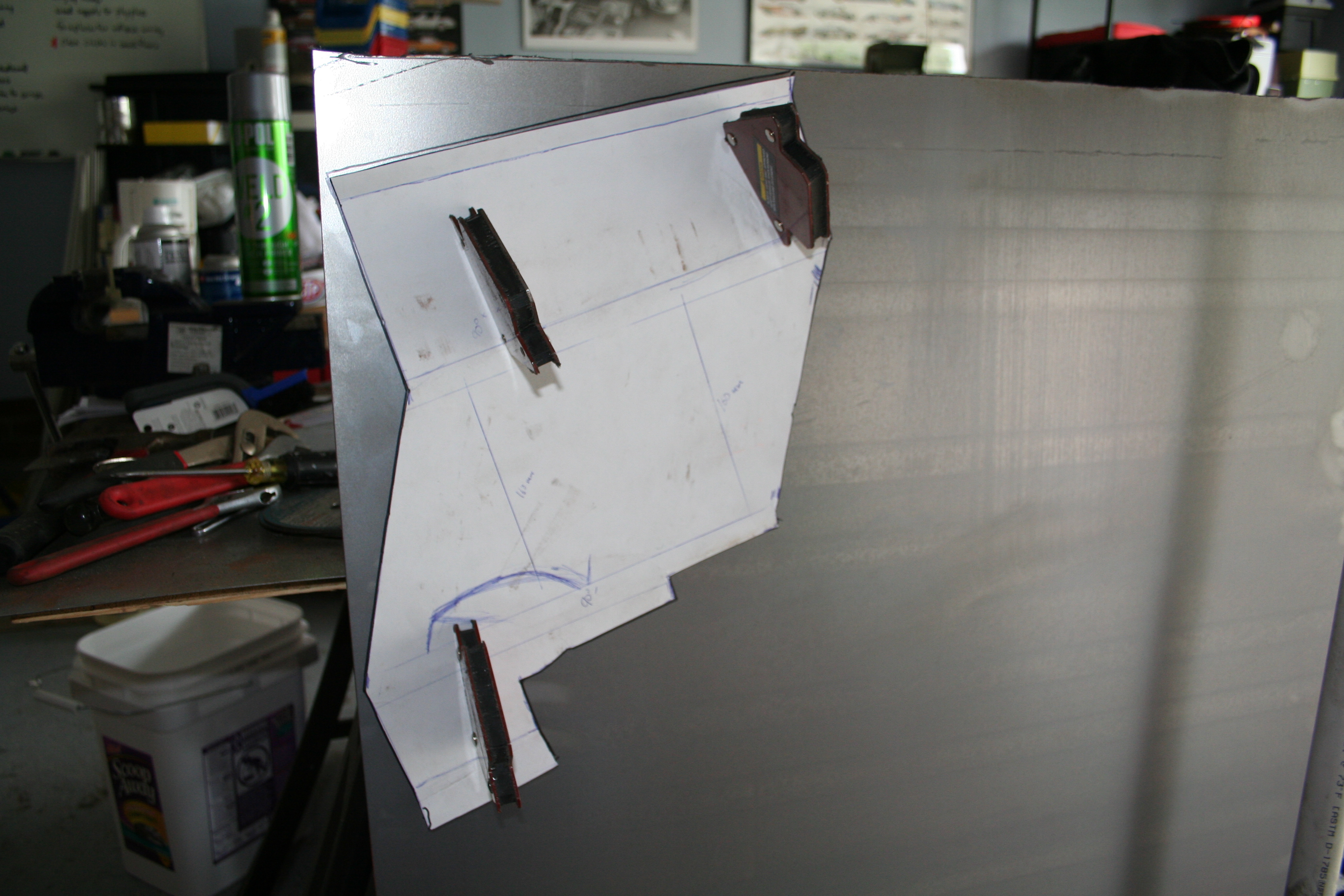
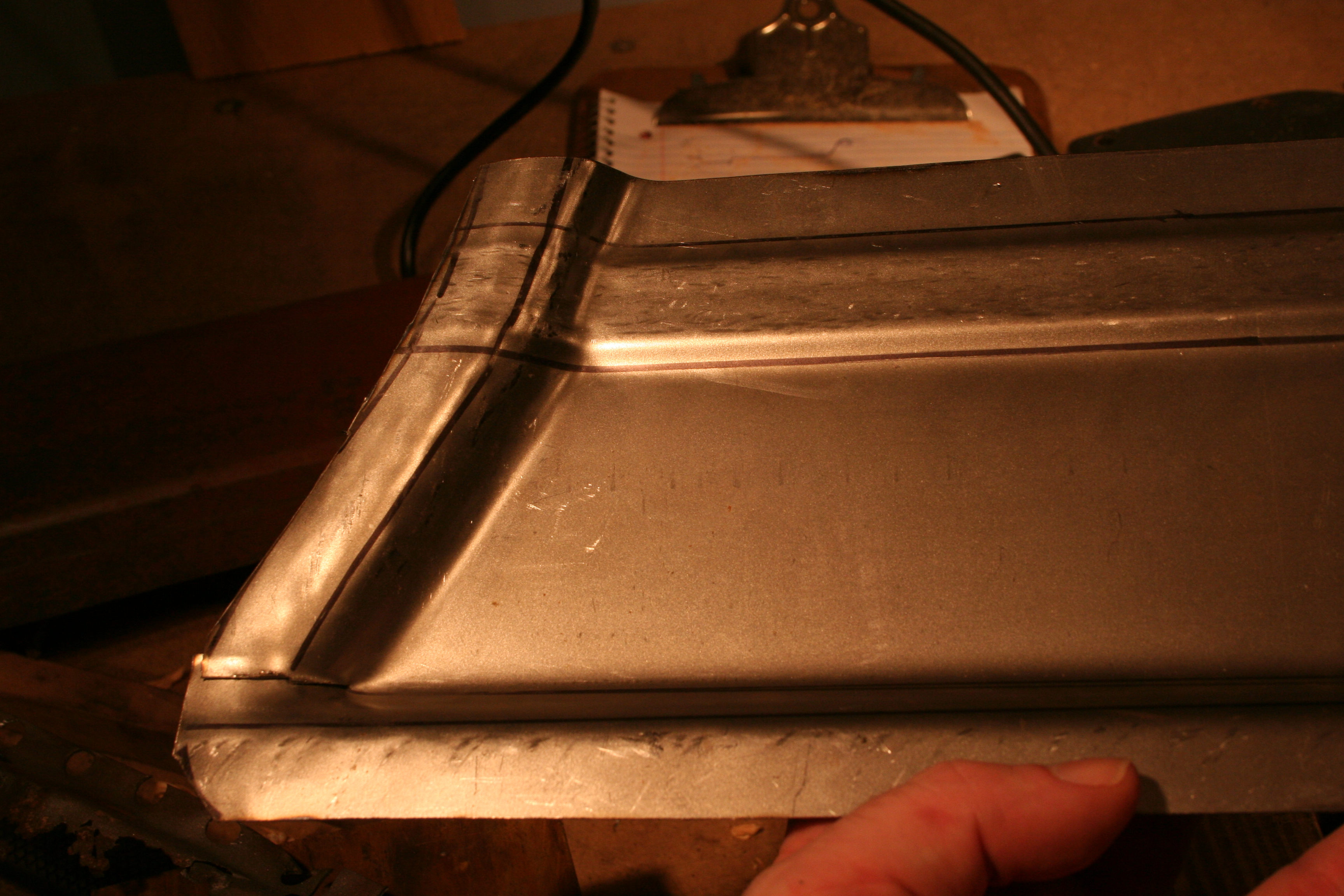
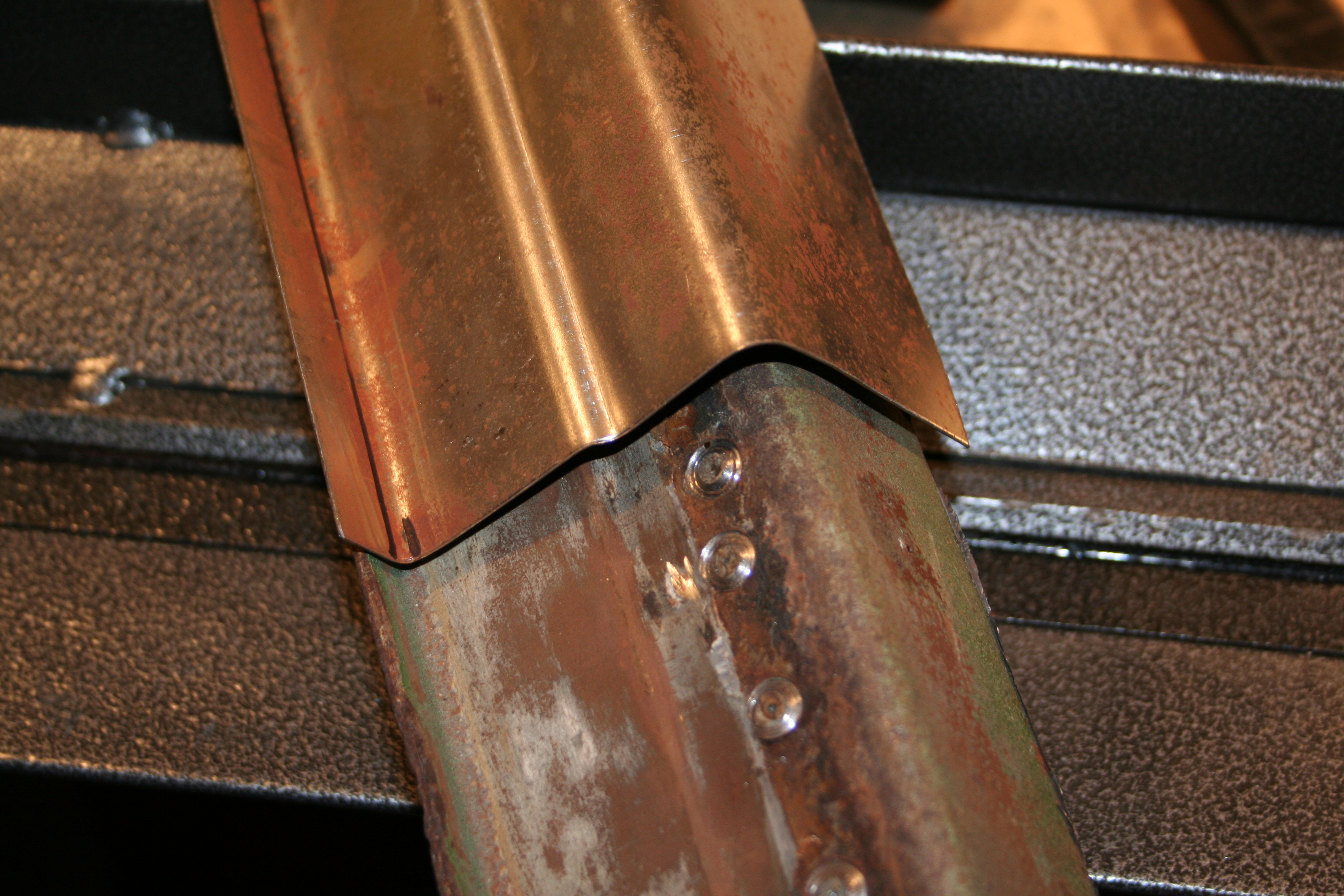
Richard's 1972 Porsche 914 Blog2008 Archive11/23/2008Now I need to work on putting the metal heater tubes back in. First I need to fabricate replacement brackets. I created a template based upon the remnants of the original rusted brackets. The same template works for both the front and rear bracket. However both have the "tabs" folded in a different direction.
Paper template plus two brackets cut out.
With tabs bent Read more about passenger side longitudinal repair work here
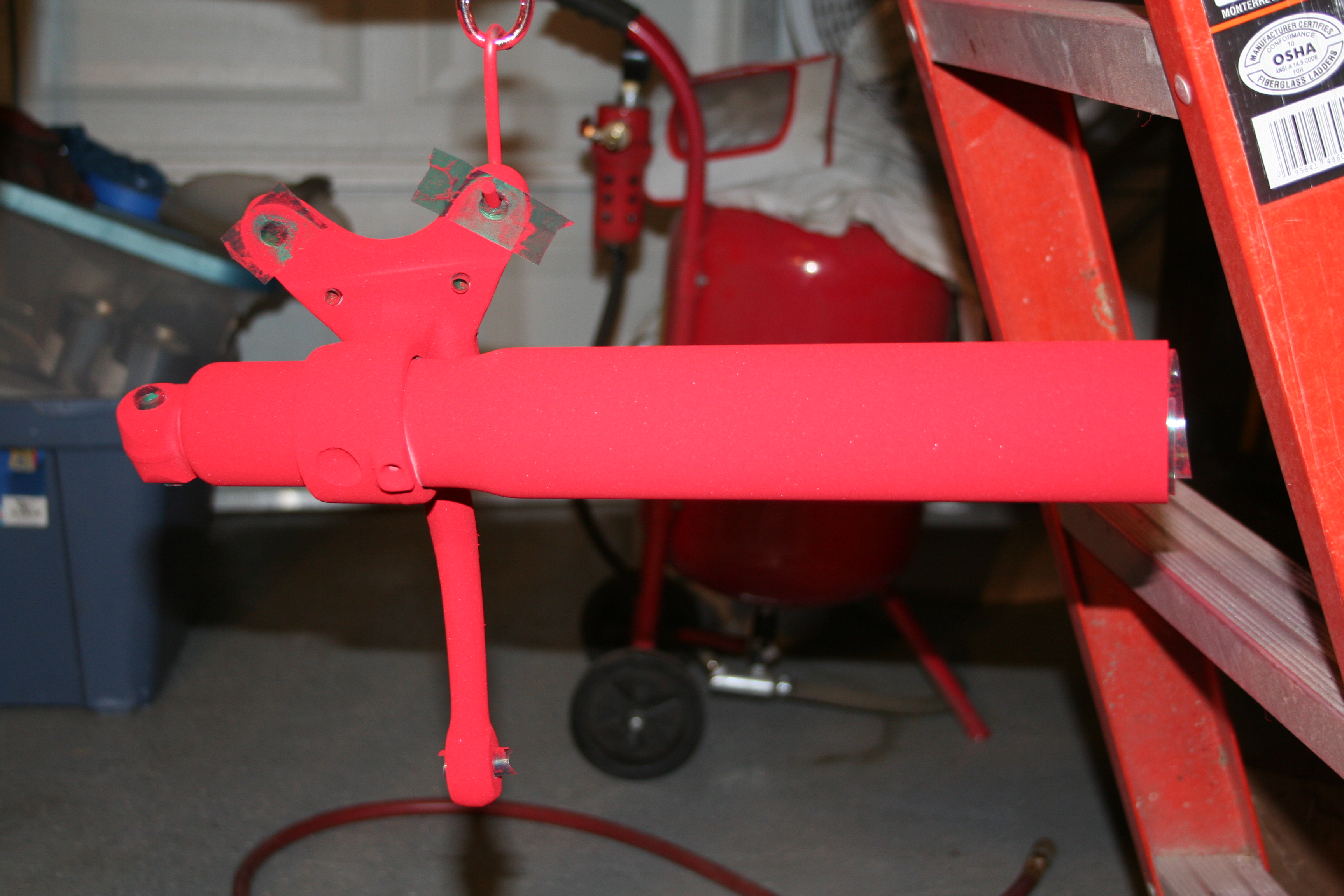
11/16/2008Ok, after reading a bit about how to deal with the issues I ran into the other day. Apparently it is not uncommon to put multi-coats onto a part. So I am going to put a second coat on the struts. The first coat actually looks pretty good. It's just a bit thin in a few places. Here are the tricks I am going to try to help resolve my problems from the first coat...
This is the part after the first coat. I removed the old tape and re-taped all the spots I don't want to be coated. I also washed the part to remove any oils from my skin that may have be deposited while handling the part after the first coat.
Here is the final product. It is still not perfect, but it is pretty good. I have some sections that have a bit of orange peel awhile others are very glossy. But it's not really noticeable. My wife and kids are also asking if anyone is even going to see this part when its on the car. :D I don't think they understand that I want to do a good job regardless if it is seen or not. I did notice that I think it's much harder to get a good ground on the part for the second coat. The resulted in a problem with powder sticking to the part. For example it was difficult to get powder to stick on the bottom surfaces. This might also have been an issue with the gun. I am not sure at this point. The bottom line is that I spent more time on the second coat and also had more wastage of powder the second time around. Read more about front suspension repair work here 11/11/2008Ok, powder coating the dust covers was easy. And as it turns out it was probably easy due to a number of factors. The part was pretty easy to coat because...
The problems I ran into with the struts is that it is hard to get powder into interior corners. The powder will tend to collect on surfaces prior to getting into deep recesses. I am also having a hard time judging how much is too much or too little powder. The result is that for the struts, I had a few places in deep recesses or interior corners that didn't get coated thick enough. So I am going to have to do a second coat. Also, the part heats up differently because of the varying thickness of metal. For example the casting part (spindle, brake caliper ears, steering arm) takes a long time to reach cure temp while the thin tube does not. The result is that the thin sections stay at cure temperature much longer than the rest of the part. I don't know if this will cause an issue. So far it looks like it doesn't.
Here it is all taped up and ready to be coated. Whitish looks is Zinc Phosphate coating that is a result of using Metal Ready.
Here you can see it is coated. You can see a thin place in the powder that I missed but showed up via the flash from the camera. It is where the tube meets the cast part. Read more about front suspension repair work here
11/08/2008I used some Jasco paint stripper a week or two ago to remove the paint from the front struts and strut dust covers. This was all in prep for powder coating them. So today I finally tried powder coating for the first time. I had been given a kit from Caswell over a year ago, but just have not gotten around to trying it out. I recently purchased some additional powder for the Koni struts. In short it went super well and was quite easy. I had rescued an electric oven about a year ago from the Durham Landfill Transfer station. I was there dropping off some junk when I saw some guys unloading an old stove/oven. I asked if the oven worked and they said they thought it did, so I brought it come. I have removed the burners from the top and it is now my powder coating oven. The Caswell kit included the gun and 12v air pump. I had purchased a battery charger awhile back as my 12v supply. I had lost the directions from Caswell, so after some general reading of "Powder Coating DIY" on varous web sites, I figured I had enough info to give it a try. Here was my process... 1. Clean part to remove as much grease and oil as possible. This was done via mechanical scraping and brake cleaner. 2. Media blast part. 3. Wash in soap and water to remove any remaining oils, blasting residue, etc.. 4. Treat with Ospho to convert the top layer into Zinc Phosphate. 5. Rinse with water 6. Pre-heat to dry as needed and let cool. 7. Pre-heat oven to around 400 F. 8. Powder coat part using gun. 9. Put in oven and use IR thermo to measure part temp. 10. Depending upon part size, it took about 2-5 minutes for it to get up to about 350+ F and around this point the powder started to melt, flow and turn glossy. Shortly after this part was 390-400 F. 11. Let cure for 10 minutes at around 400 F (Powder listed 392 F). 12. Turn off oven, crack oven and let it cool slowly down to point that it can be handled and then remove from oven. Photos below...
Filling up the gun cup. I only put about 1" of powder into the cup.
Hard to tell due to backlighting, but this is the strut dust cover. It is hung on a swivel so that I can rotate part as I coat it. Ground clip can be seen at top.
Gun all ready to go.
Sorry, no action shots of powder moving from gun to part. Powder has been applied to part. At this point you could just wipe or blow the powder off. It obviously has a "flat" appearance as it is just dusted with powder. I would apply powder until I could not see the base metal.
Oven is pre-heated and ready to go. So I carefully transfer into the oven. I drilled two holes in the top of the oven for hangers. Close door and watch through window as paint turns from a flat powder to a matte finish and finally a gloss.
Crack open over just a bit and check temperature using an IR thermometer. Once it's up to the specified cure temp, then time the cure. For this paint, it was 392 F for 10 minutes.
Here is part all cooled down and out of oven. It looks fabulous. I had maybe one or two small fish eyes (Not sure what the cause is. Probably a contaminant of some sort) and no orange peel.
One on left is what it looks like after Jasco paint remover (some slight surface rust). One right is finished product.
I also coated the special Koni gland nuts that are used with the OEM Koni strut and the new sport inserts. I used the green silicon high temp tape to cover the threads. You can see that after removal from the oven that some of the powder on the tape has cured. Tape came right off and threads were unpainted. I hope to get the struts themselves done tomorrow. They will require much more media blasting and tape work. The tape work is for the bearing surfaces, mounting surface for the caliper, various bolt holes and the threaded top where the gland nut screws in. Regarding color match, overall, the paint is not quite as "orange" as the struts were originally. But I think they are close enough. The color matches the Koni red pretty well on my Koni boxes. :) Read more about front suspension repair work here 11/1/2008I had fabricated this section weeks ago and finally welded it in today. I will do some additional trimming of the length on the bottom when the put the outer longitudinal on.
Read more about passenger side longitudinal repair work here 10/19/2008I finally got around to welding in the replacement suspension console. It went pretty well. Basically I drilled all of my holes for my plug welds. Then I media blasted the entire replacement part to remove the primer that was on it when it was delivered as well as any surface rust. I then treated the entire part with Metal Ready. I then painted the inside with POR-15. I mostly wanted to make sure that the bottom (interior of the ear) was well coated. Since the paint is thin enough to run, it works it's way pretty well into crevices. I also lightly media blasted the section of the car that it will be mounted onto to remove flash rust, treated it with POR-15 as well. Any surface that was to be welded, I didn't use POR-15 on. After the POR-15 had cured, I painted the rest of the exposed areas with UPOL weldable primer. Since weldable primer doesn't work as well as I would like, I also mark where each plug weld will be and using a stone on an air die grinder, I remove the paint to reveal the metal to improve the quality of the weld. To ensure that the part fit well, I unbent the top part so that the bottom and side fit snugly. I then measure the distance from the edge of the bolt hole to the center of the dimple on the firewall on the driver side and replicated this distance on the passenger side. I then clamped the part into place. I had to do this a few time because the act of clamping and pulling tight to the body will move the part enough to change the distance. I then did a few select welds around the perimeter and rechecked my measurement. Then continued on. Once the bottom and sides were done, I hammered the top part over into place and then finished up the welds. The photos below don't show it, but I then grinded down the welds so that they are mostly flush and then hit them with a flapper disc on a grinder to smooth them up a bit. I am not trying to make them 100% invisible (as you can see the factory spot welds). I don't want to "over restore". Regarding the alignment of the new part, I think I am within 1 mm +/- or so. Which should be good enough given the amount of adjustment that can be done on the outer suspension console mount.
Holes drilled, media blasted and POR-15 on the inside.
Body cleaned up, media blasted and POR-15 on select areas. Mostly wanted to get it on the bottom (right hand side of this photo)
Weldable primer sprayed over the remaining exposed metal. Stone on air die grinder used to knock paint off the surface so plug welds don't have to deal with primer.
Clamped into place. Note how top flange has been unbent to allow for better alignment on bottom.
Welded into place. Plug welds are raw and have not been brushed or ground down yet.
Same thing on the bottom. Read more about passenger side suspension console repair work here I had initially intended on leaving work on the suspension until after I finished up most if not all of the body work. I generally work one day on the weekends and sometimes in the evenings after everyone else in the family is in bed. But since working on the body is currently noisy (grinding, pounding, etc.) I can't do that in the evenings. So I going to start doing some restoration work on the suspension in the evenings. I have purchased most all of what I need for the front suspension and brakes. My current tasks is to finish dismantling the front struts I am also going to powder coat the struts (OEM Koni struts from a 74-77 911) and am trying to replicate the original Koni color. I had to pretty much just pick a color. I had searched on the web and found that others had contacted Koni and asked them what color. Koni is apparently using one of two different paints for repainting/touchups... Red High Visibility Safety - 140-0548 sherwin-williams Since I wanted to powder coat vs. rattle can, I just picked a "Safety Red" powder coat color from Caswell. Time will tell if it matches decently or not.
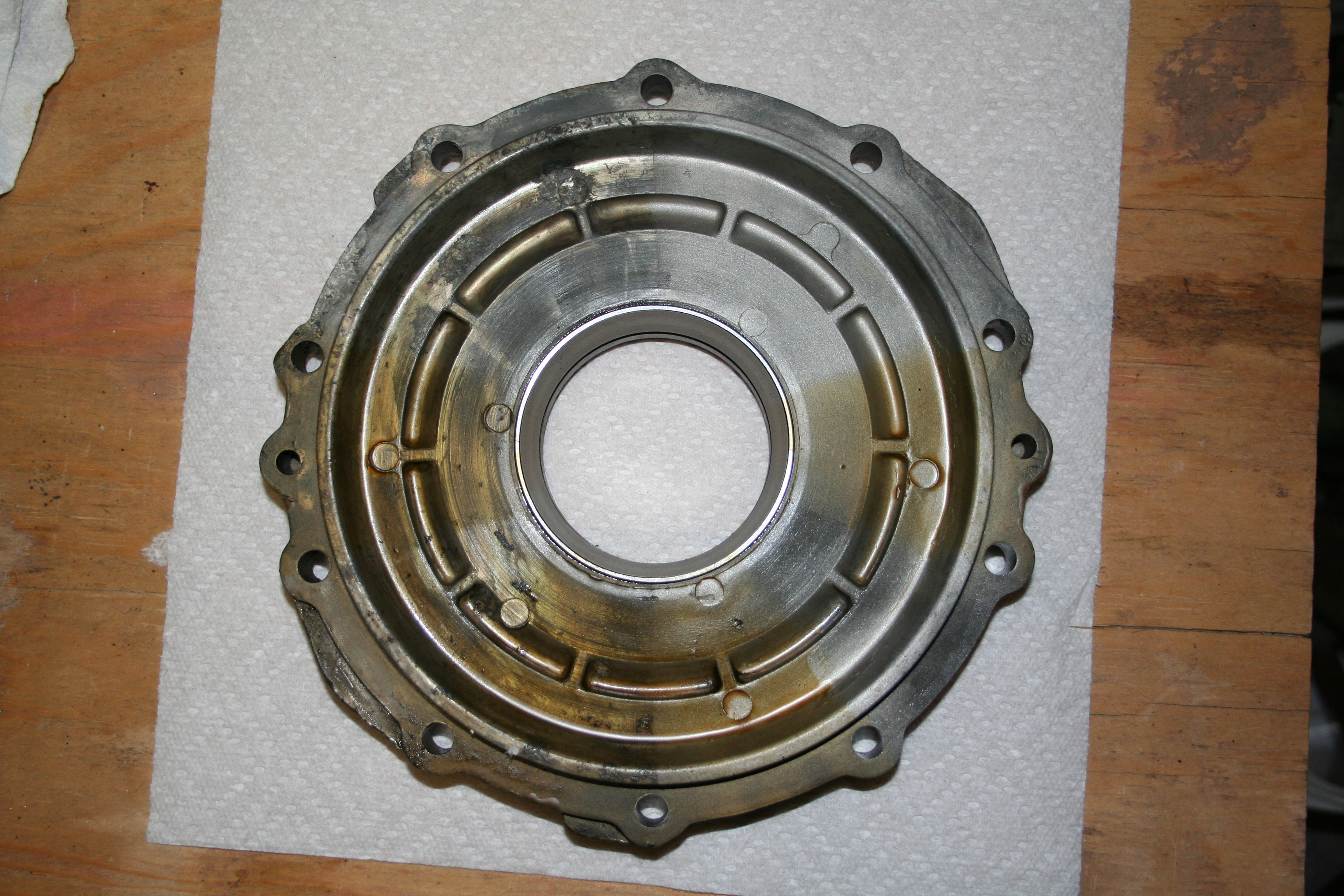
Here you see the OEM shock insert removed from the strut. Oil has already been drained.
I suspect that many people don't mess with this when rebuilding their struts. This ring is pressed on and easily removed with a two jaw bearing pull. Behind it you will find...
...an o-ring. I suspect this is to prevent grease from migrating out and water from migrating in. This o-ring was brittle and too old to keep. The replacement part is cheap anyhow. Read more about front suspension repair work here 10/5/2008I am getting ready to weld in the replacement floor section and that is going to cover up the hollow bulkhead behind the seats. So I needed to go ahead and paint that with POR-15. The metal had already been media blasted and treated with Metal Ready, so I just painted the POR-15 on. This is the first time I have used POR-15. First that it has a really strong odor so you need to use it in a well ventilated space. Second it seems to go on well, but then run quite a bit. I had a lot of runs and drips to deal with. But overall, I am impressed with it.
Inside of the bulkhead. This is an area you usually never will see see in a 914.
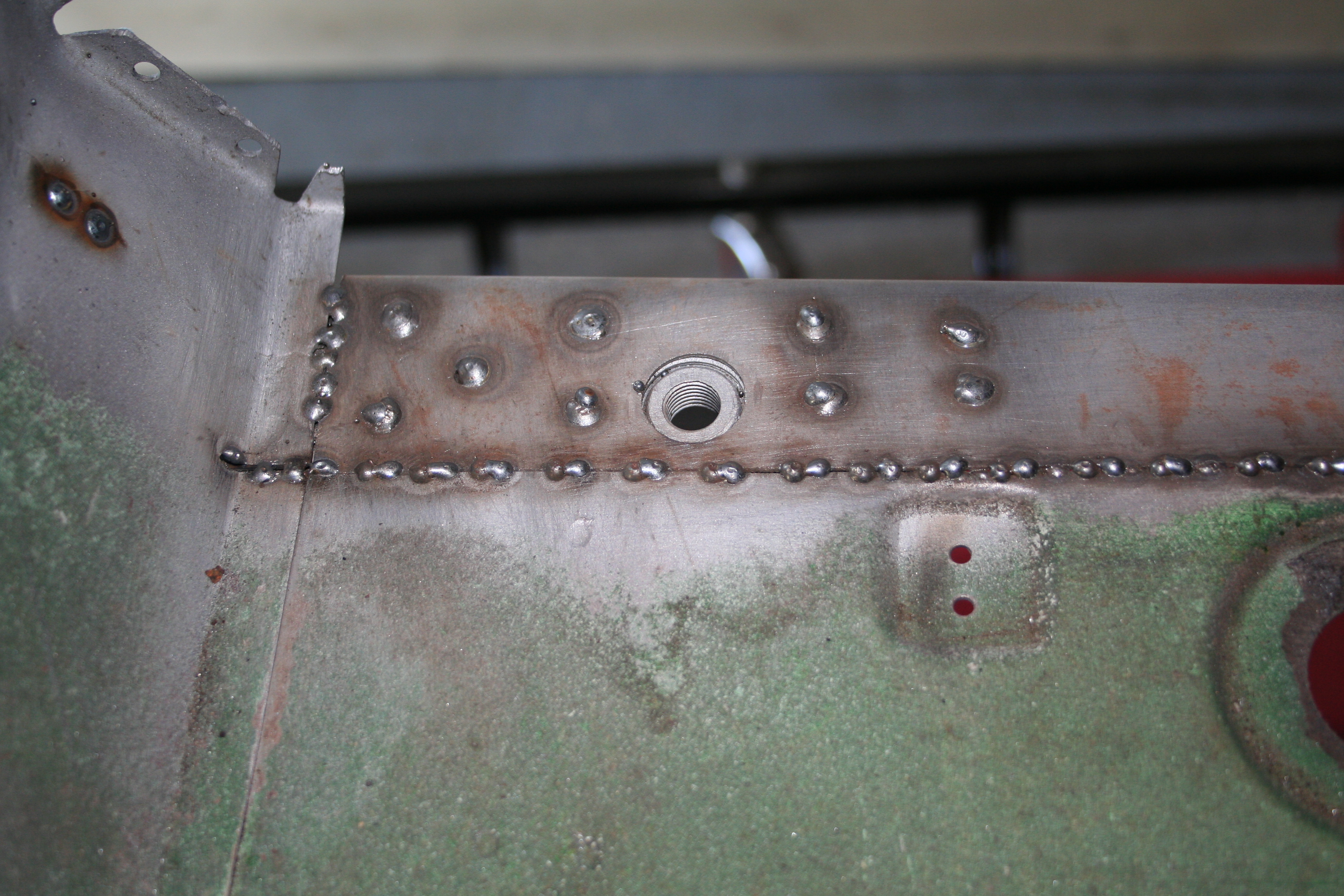
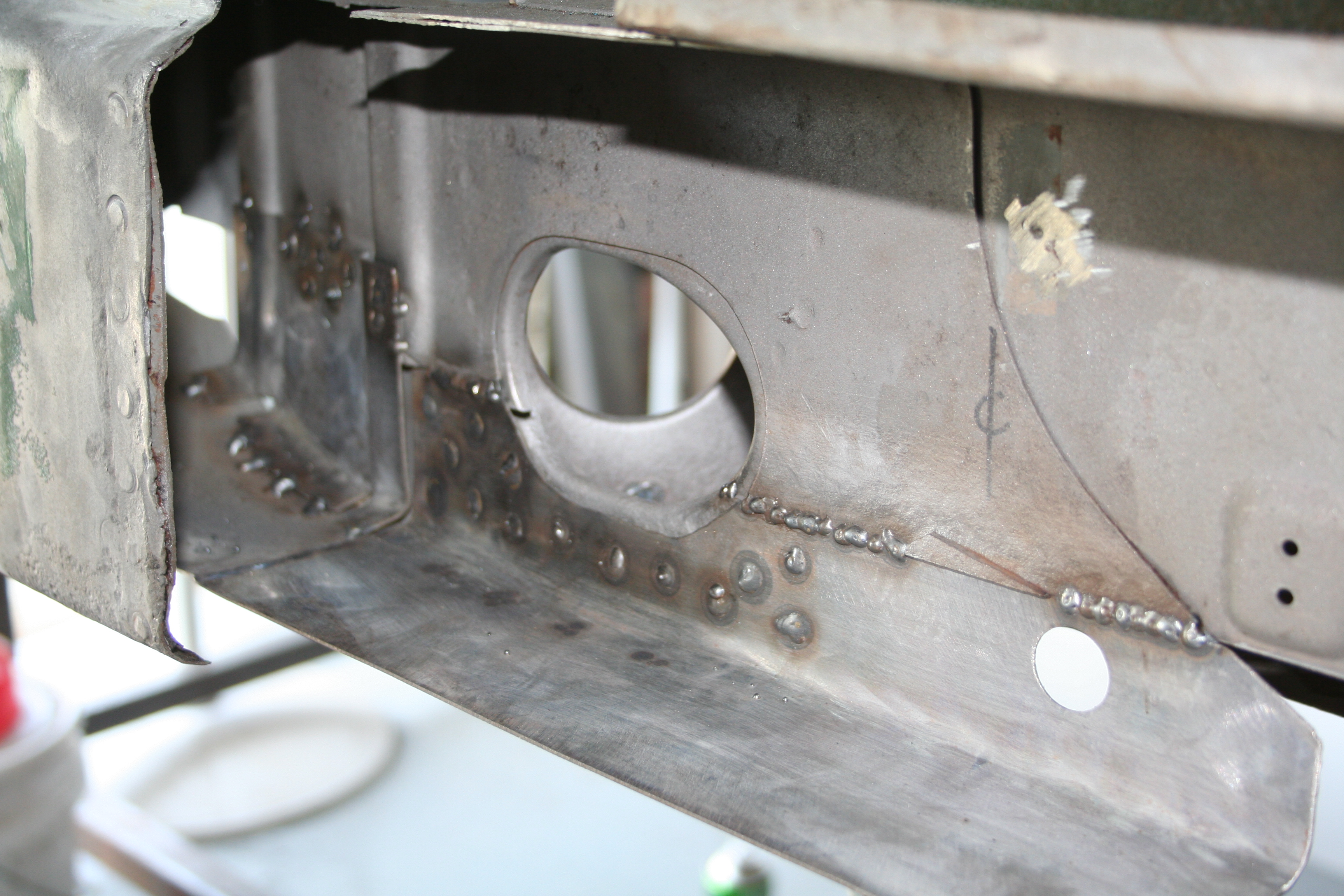
While I was using one of the small POR-15 cans and theoretically they can be resealed, I went ahead and painted inside the longitudinal in an attempt to use up the paint in case it doesn't re-seal well. I will need to grind down some to weld in the brackets for the heater tubes as well as when I weld on the outer longitudinal.
More of the same. Read more about passenger side longitudinal repair work here I had fabricated the final Hell Hole patch awhile back, but didn't weld it in until today. No grinding of welds have been done on it. It went in very well and is a good fit. I am really happy with it. Next step is to grind down the welds, media blast this area as well as the replacement suspension console and then weld the suspension console in. I also need to get the battery tray ordered and welded in. Once all of that is done, I am going to clean, treat and paint the inside of the Hell hole with POR-15. Then I can button up the longitudinal. I am basically keeping the longitudinal open so I can continue to access the interior of the Hell Hole. I also re-welded the patch on the inner fender well. Originally it had been welded from the outside, but you could still see the seam on the inside, so I decided to weld the inside as well so once ground down you could not see the seam.
Flash rust on the big patch continues to get worse. :) But that will be cleaned up on final media blasting. Read more about hell hole repair work here 9/21/2008Section right below the Hell Hole. This also buts up against the patch for the suspension console. I fabricated the curved sections and welded them in using the standard rosette welds.
These have been about 90% ground down.
Flash rust on the section I welded in awhile back. But this shows a small patch in the Hell Hole that is the inner section. It will be covered by the final outer section. Read more about hell hole repair work here 7/26/2008Finally drilled holes for the rosette welds as well as primed the area to be covered with Zinc weldable primer. Here is the end result. It actually fit and looks very good. Welds are not ground down at this point.
Read more about passenger side suspension console repair work here 7/14/2008 - 7/18/2008I took the entire week off from work and worked half of each day on the car. My goal was to get to the point that I weld on the outside of the longitudinal. but I didn't quite get that far.
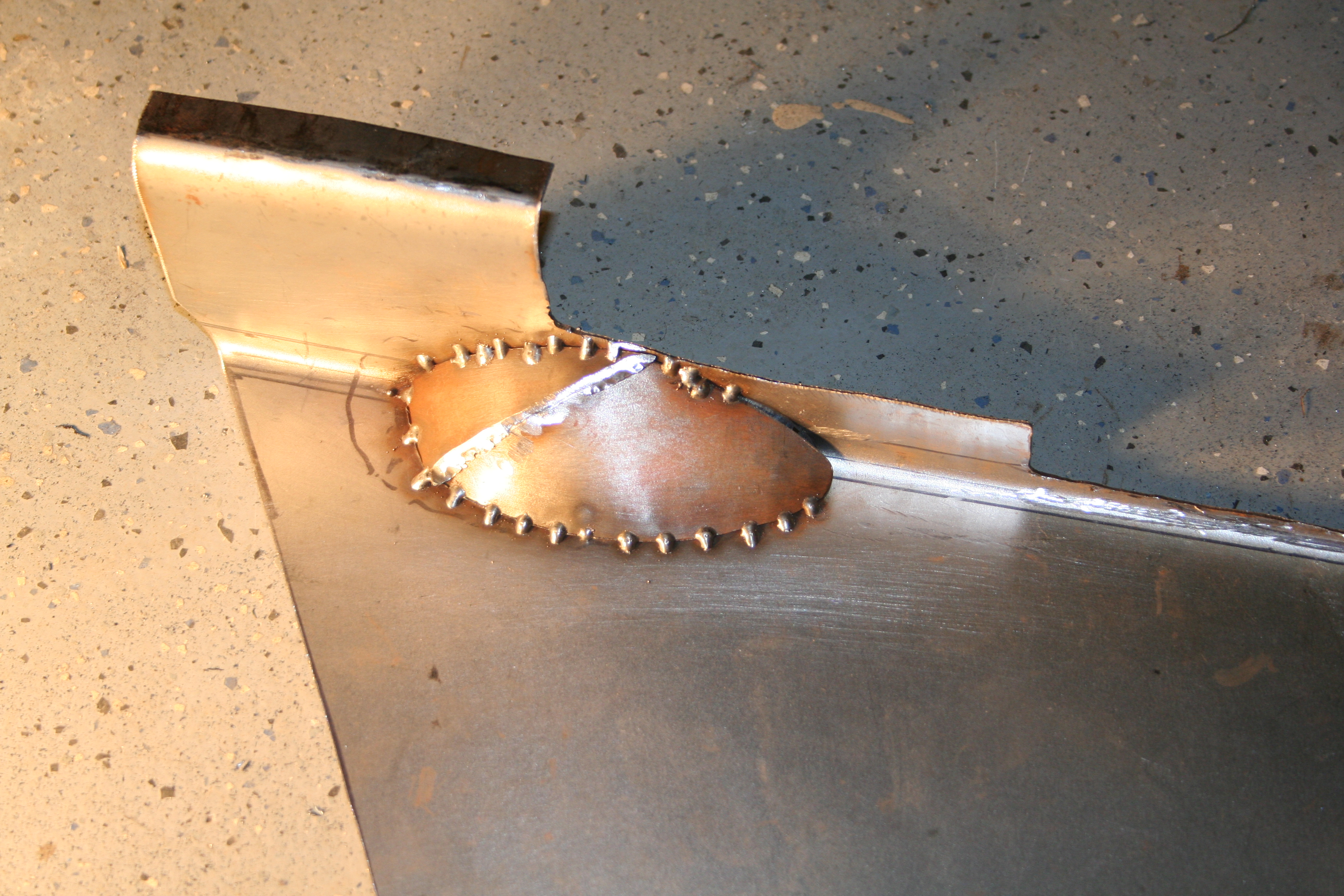
Here I have welded in the replacement. To butt weld this type of sheet metal, you can't lay a continuous weld, but rather very short welds and many of them. This is to reduce heat and ultimately burning through the good metal.
By this point the car is strong enough that I have taken the jacks out from under the bottom and have rotated it on the rotisserie. I did this so I would not have to weld out of position. Another problem with sheet metal is warping and bending due to the weld tightening up as it cools.
Rosette welds in holes that I drilled into the new part. You can see the passenger seat belt mount point here. Photo looks upside down as car is upside down on rotisserie.
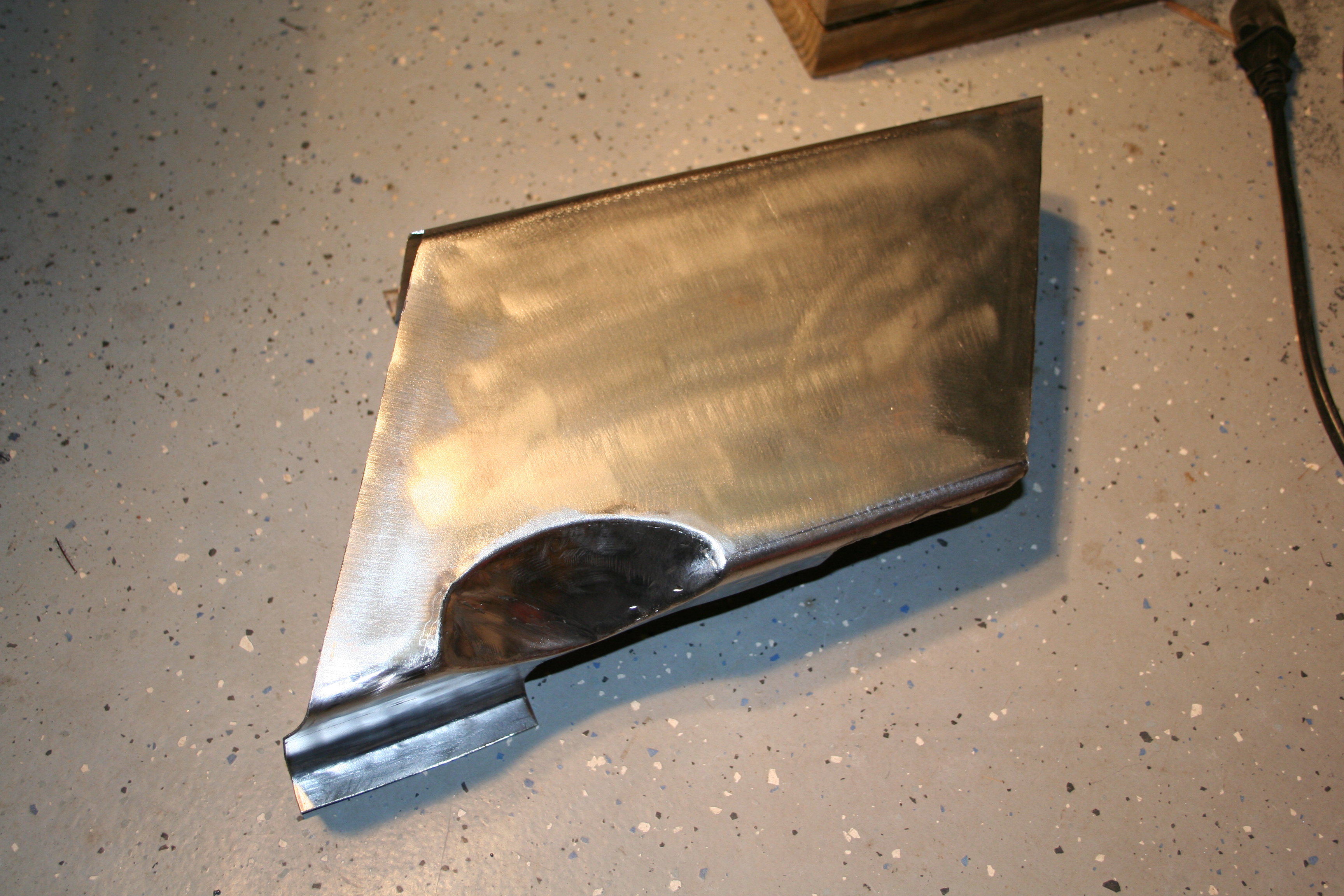
Pretty much finished. I grinded down the inside welds just a bit to dress them up. No need to try to grind them down all of the way as they will not be seen. I then media blasted and then sprayed with Metal Ready. It really works and prevents rust. Here you can see that the next step is the section that is part of the front fender well. It is also behind the outer longitudinal.
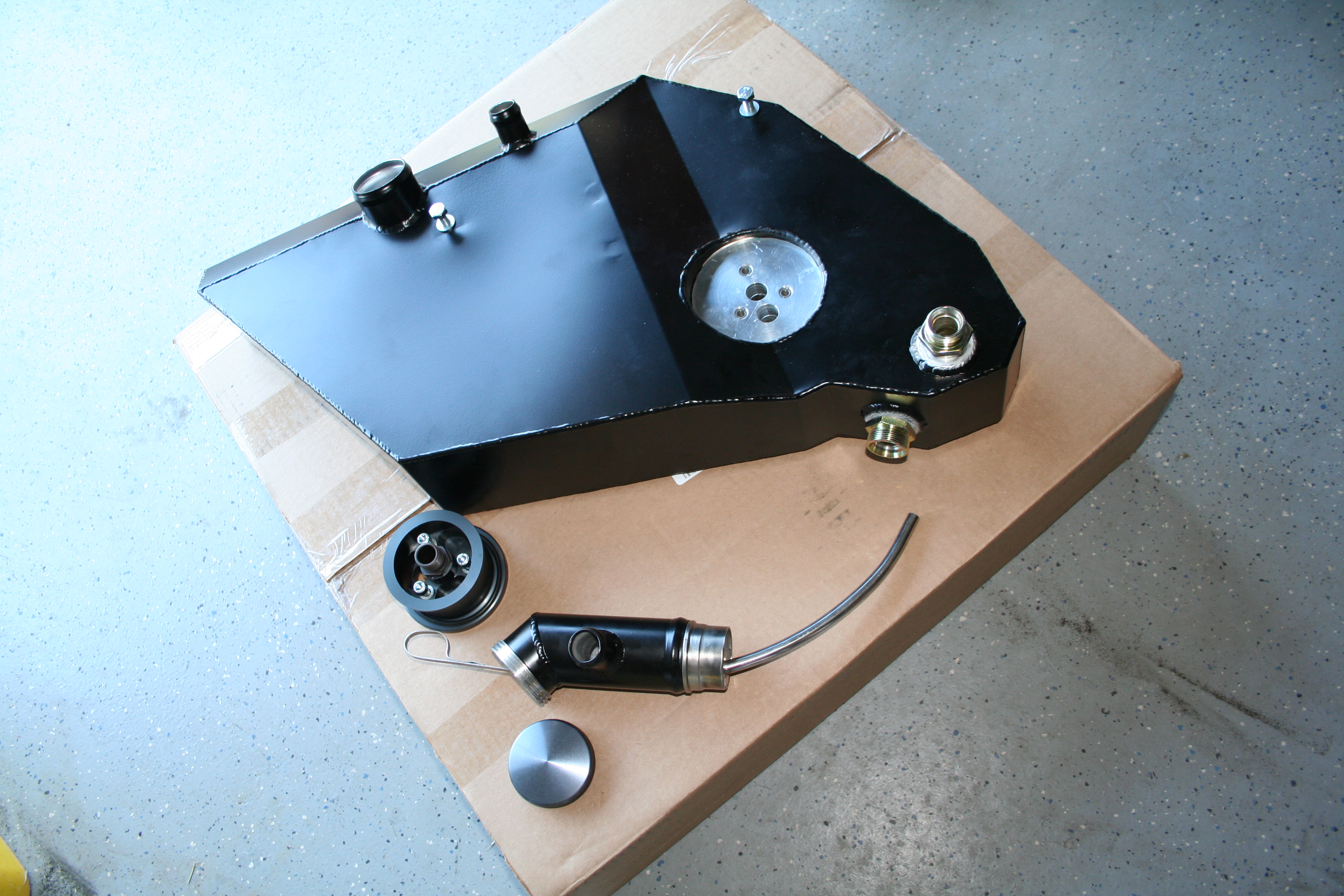
Here is the part I fabricated. I just need to drill some holes in the bottom for some rosette "spot welds" and then butt weld the top and edge. Read more about passenger side longitudinal repair work here I also received my DW Designwerks http://dwdesignwerks.com/ 914 Oil Tank Kit a few days ago. It was part of a group buy on 914world.com at 20% off retail. That was a great deal that I couldn't pass up and it looks to be a very nice aluminum tank! |
|